FAQ
よくあるご質問
従来の微生物検査の考え方とPixeeMo®による
生菌数モニタリングの具体的な運用方法について
従来行われてきた最終製品の出荷前抜き取り微生物検査では出荷した全製品の安全性をどれだけ担保できているのでしょうか?
実はほとんど安全性を担保できていません。
なぜならば・・・微生物は不均一に分布しているからです。

汚染率10%の製品から95%の検出精度で微生物を検出するために必要な抜き取りサンプル数は何サンプルなのでしょうか?
N=28サンプルです。しかし、実際には慣例的にスタートとラストの2サンプルのみを抜き取り検査して出荷判定を行っている企業は少なくはありません。
全製品の安全性を担保するにはどのようなことが必要ですか?
上記の通り、汚染率が低く全製品中で偏在的に存在している特定の病原性微生物や大腸菌などを最終製品の抜き取り検査で検出することは統計学的にみても難しいため有効な手段とは言えません。
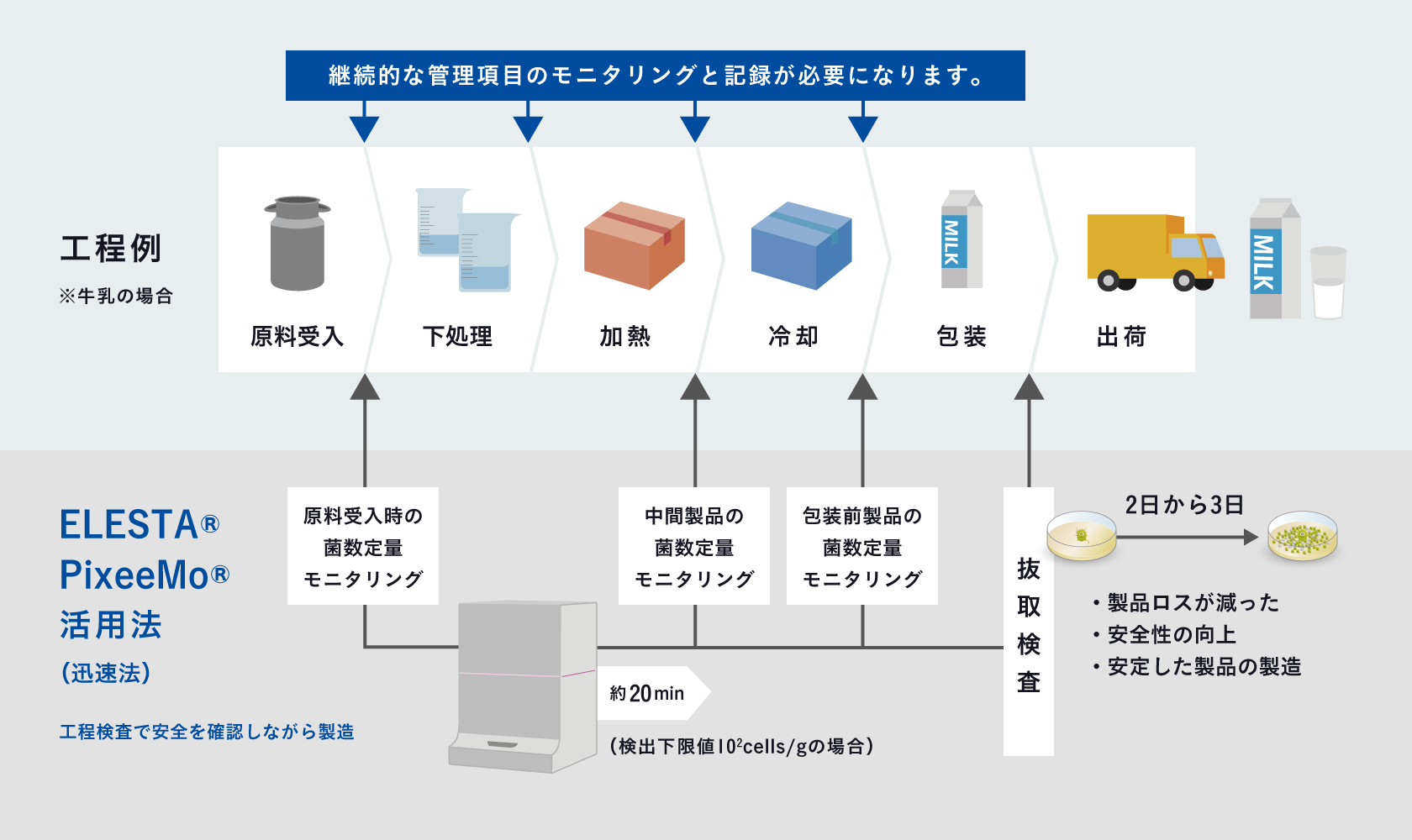
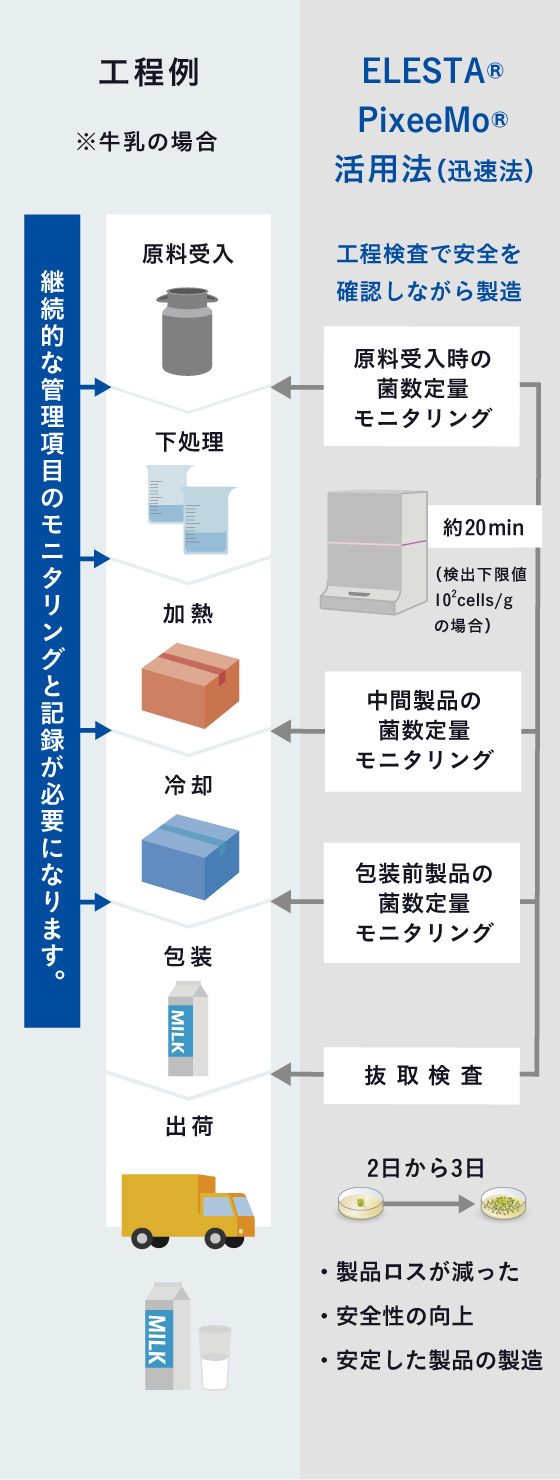
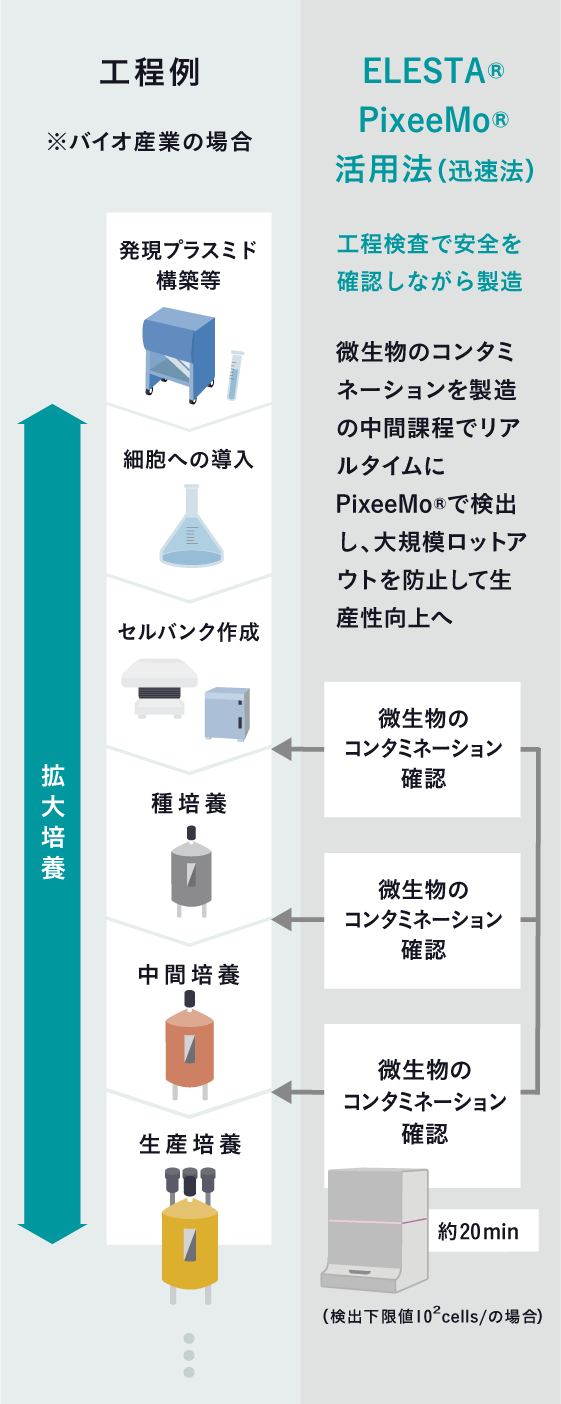
重要なことは、比較的均一に分布している全生菌数等を対象として中間工程品や製造環境を定期的に定量モニタリングすることで、早期に製造工程中の異状を検知することです。
医薬品におけるリアルタイムリリースや食品飲料におけるHACCPでは全最終製品の品質保証を目的として、原材料・中間製品などの品質特性を常にモニタリングし、工程内異状に早期に気付き、即時対策をとれるような製造設計や管理手法の採用が重要とされています。
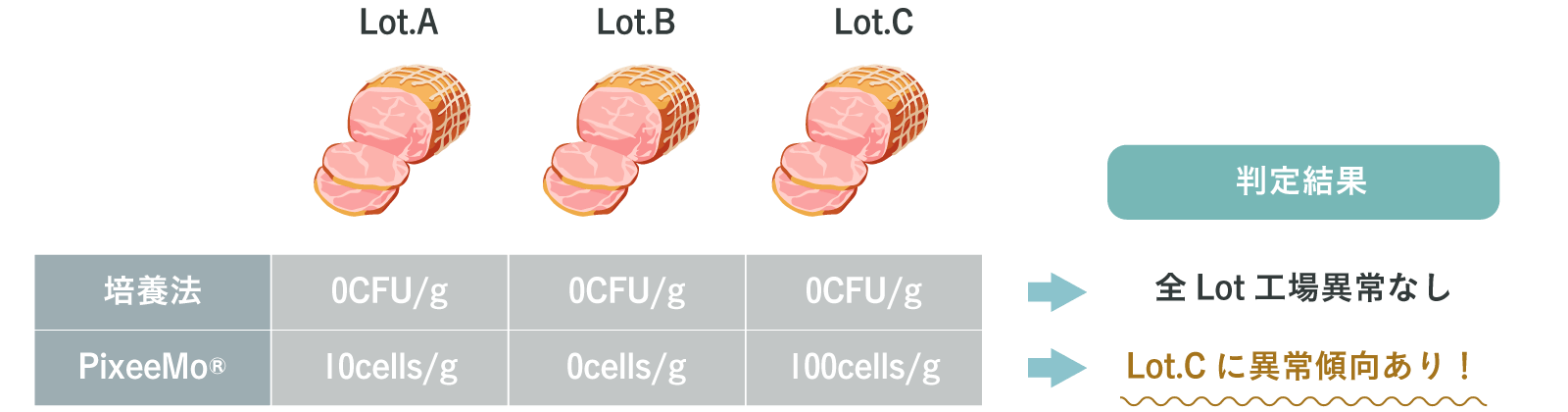
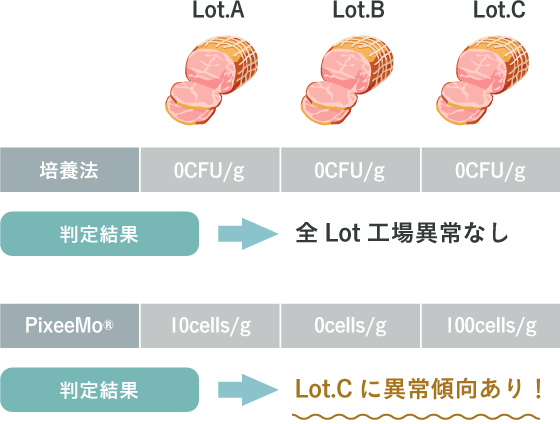
培養法の一般生菌数検査(食品・飲料)やTAMC(医薬品)とPixeeMoによる全生菌数検査では何が具体的にちがうのでしょうか?
培養法は異常を検知するのに24~48時間かかります。PixeeMo®では前処理を含めて1時間以内に結果がわかります。
培養法では、培養条件に合わない微生物の検出はできません。工程内異常が発生しているにも関わらず、培養条件が異なる微生物が増殖している場合は気付くことはできません。PixeeMo®は細菌であれ、真菌であれ培養条件問わず生菌であれば1時間以内に定量的に検出することができます。
正常な製造工程における全生菌数の推移をモニタリングしておくことで健全な製造工程時の判断基準とする工程管理基準値を定めることができます。PixeeMo®による全生菌数検査でその工程管理基準値を用いて常に製造工程の健全性を担保していくことにより、製品回収やロットアウトなどの発生を未然に防止することができるようになります。
工程管理基準を定めるためにはまず何をすればよいでしょうか?
まずは培養法との並行試験を全生菌数検査で行い、N=30程 のデータを取得しましょう。そのデータに基づき、工程管理基準を定めていきます。
具体的にはどのように工程管理基準値を定めたらよいですか?
一例として、仮に30データを取得した際の全生菌数の分布が10~40cells/gであり、培養法においてはすべて正常判定であった場合、全生菌数40cells/gを工程管理基準値(m)と定めます。 次に、工程管理基準値の1オーダー上の100cells/gを異常値と定めます。
工程管理基準値や異常値をどのように運用していけばよいでしょうか?
3段階のサンプリングプランとムービングウィンドウで運用します。異常値は1回でも出れば製造停止とします。工程管理基準値(m)以上異常値(M)未満の場合は、条件付きで製造継続可能とします。例えば、発生1回目の条件は5Sのやり直し、連続発生2回目の条件は管理ポイントの見直し、連続発生3回目は製造停止というように運用します。
生菌数モニタリングを導入することでどんなメリットがありますか?
- 微生物トラブルによる製品回収リスクを理論上ゼロにすることができます。
- 工程内異状をリアルタイムで検知するため、すぐに現場にフィードバックでき、早期の原因究明につながります。
- 異状ライン改善対応後の検証試験もすぐに結果がわかるため、早期にラインを復旧し、安心して製造できます。